-
�ҹ�˾���I���a���}���K�C����u���K�C���V���|�}���K�C���~�D���K�C���~��ω��K�C���a�S��

����ǰλ�ã����K�C > ������ > ���c�YӍ > ����ډ��K�C���������·���ضȉ������r�g
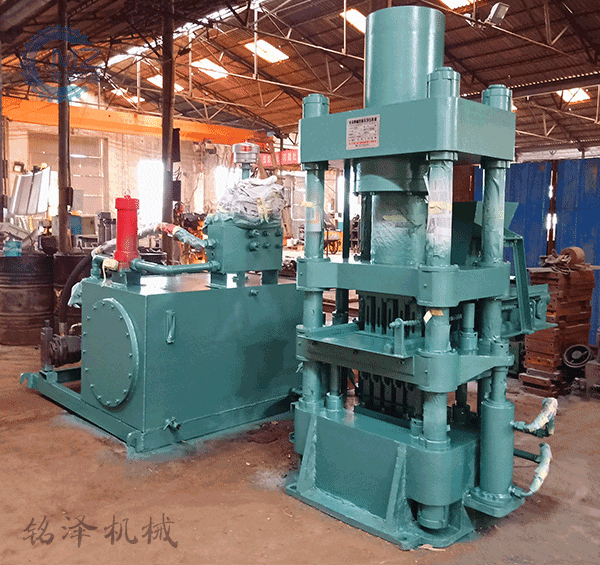
�����ډ��K�C���������^�̷֞������A�Ρ��z���A�κ�Ӳ���A�Σ�ǰ���A�ΛQ����ģ�ܲ��ϵ������Ժ����ӕr�g���DZ��Cģ���|����ǰ�ᣬ���һ�A�ΛQ����ģ�ܲ��ϵ������Ժ����ӕr�g����ô�P�ĉ��K�O���ڹ����^�����䉺�����ضȼ��r�g��������{����أ�
���ȿ����K�C�еĉ�����
����Һ�����K�C�ij��Ή�����ָ�ڮaƷ��ˮƽͶӰ����͆�λ��e�ϵĉ��������Ή����Ĵ�С߀ȡ�Q�ڲ��ϵ���ͣ������c�aƷ�ĽY���Π��ģ�ߵĽY����ʽ���P��ͨ����ȩģ�ܲ��ϵij��͉���һ���30��50MPa(300��500kgƽ������)���h����ȩģ�ܲ��ϵij��͉���һ���5��30MPa(50��300kgƽ������)��
�����ٿ�Һ�����K�C�����еĜضȣ�
�����������K�C�ڳ����^���еĜضȿ�����Ҫָ���͜ضȡ��ӟ����ʡ��̻��ضȺͱ��ؕr�g���x��ͨ�������Ͳ��ϵē]�l�ֺ����ߺͲ����Ԙ�֬�����͕r�����͡��ضȵͣ����b����s�����ע����Ʒ�r����ý���ע�ܜضȣ��Ҝ��µ�ע�ܿ��ƿ�ͨ�^���ģ�ߜضȿs�����a���ڣ�������������aЧ�ʡ�����͉����������ǿ˷������Г]�l�����|�a������������������aƷ���w͡��ӡ��Y����ɢ��ȱ�ݣ�ͬ�r�������ϵ������ԣ���������߮aƷ�������ԡ���ģ����ǻ�ĸ�������������ϣ�ʹ�aƷ�Y���o������ߙCе���ȡ�Ȼ������ģ���^���кΕrʩ�Ӊ�����һ����Ҫ���}�������r�C�ĺ����x��ֱ��Ӱ푮aƷ���|����
��������ف��˽����K�C����ˇ������ĕr�g
����Һ�����K�C���ι�ˇ�r�g�֞���ƽ�r�g���{ƽ�r�g����ƽ�r�g�ɮaƷ�ijߴ���y�țQ����ͨ����3-20��犣����̻��r�g�Ǹ���֬�wϵ�aƷ�ijߴ���y�����Pϵ�ġ�
���I�����}���K�C���~�D���K�C���a�S�� ԥICP��12007906̖-18


