Һ�������C(j��)PLC�Ԅ�(d��ng)����ϵ�y(t��ng)�O(sh��)Ӌ(j��)
�r(sh��)�g��2015-11-21 09:52:51 �c(di��n)��:336�� ����:�Ÿ��C(j��)е
PLC���Ƶ�Һ�������C(j��)ͨ�^(gu��)������������λ�Ƃ����������y(c��)�õĉ�����λ����̖(h��o)�Ŵ�ݔ���ɾ��̿��������c�O(sh��)���ĉ�����λ���M(j��n)�б��^����(j��)���Д��Ƿ�Ҫ�Ӊ����p�����߹��M(j��n)�ȡ�Ȼ���^��a(ch��n)������̖(h��o)���f�o�y���Ķ����Ɖ�����λ�ơ�ԓ�b�üȌ�(sh��)�F(xi��n) �ˌ�(du��)����ֵ���O(sh��)�����Ԅ�(d��ng)���ƣ�Ҳ�����@ʾ����ֵ��λ��ֵ������Ӌ(j��)��(sh��)�Ĺ��ܡ�
����ϵ�y(t��ng)�O(sh��)Ӌ(j��)���ք�(d��ng)���Ԅ�(d��ng)�ɷN����ģʽ���ք�(d��ng)�����{(di��o)ԇ���S�ޠ�B(t��i)���Ԅ�(d��ng)��������������B(t��i)����(b��o)�����ք�(d��ng)���Ԅ�(d��ng)���N��B(t��i)��������ɫָ��(bi��o)����ͬ�ɫ��(l��i)�@ʾ�������C(j��)̎�ڲ�ͬ����r(sh��)�Ĺ�����r���ÿ��ƹ�����ϵ�ָʾ���(l��i)�@ʾ����(d��ng)���F(xi��n)�o��ͣ܇�r(sh��)��������ɫ�������(hu��)�@ʾ��߀�����(b��o)������(b��o)�����ք�(d��ng)�c�Ԅ�(d��ng)��B(t��i)���Ԍ�(sh��)�F(xi��n)�o(w��)�_�ГQ�������r(sh��)�����@ʾλ�ƺ��͉���Ϣ�����˹����r(sh��)λ�ƿ����{(di��o)���⣬߀�]���������Է�ֹ�����C(j��)�����p�����F(xi��n)�¹ʣ���������Ҳ�O(sh��)��һ��������ֹ�����^(gu��)�����^(gu��)�͌�(du��)���a(ch��n)��ɲ�����
����ϵ�y(t��ng)���ü�PLC�x��
�x��ij��˾S7-200ϵ��С��PLC���w��̖(h��o)��224XP��ԓ��̖(h��o)��14��(g��)�_�P(gu��n)��ݔ�룬10��(g��)�_�P(gu��n)��ݔ�������Ƀɂ�(g��)ģ�M��ݔ�룬�ٔU(ku��)չһ��(g��)��(sh��)����ݔ��ݔ��ģ�K���ԃr(ji��)�ȸߣ���(j��ng)��(j��)�m�á�
PLC����ϵ�y(t��ng)ݔ��ݔ���f(shu��)��
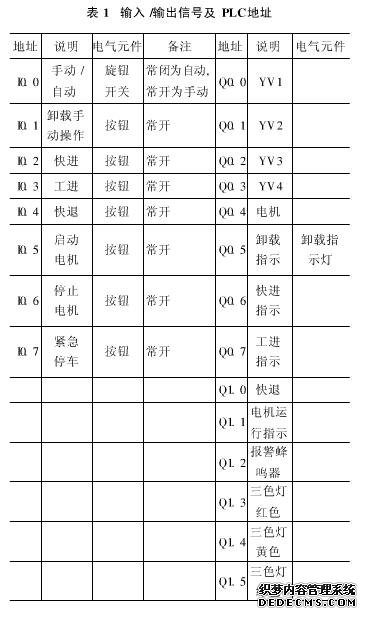
����(j��)���C(j��)���ܺͿ����^(gu��)�̣�ϵ�y(t��ng)ݔ��ݔ����̖(h��o)�C(j��)PLC��ַ��̖(h��o)��D��1��ʾ�� PLC����ϵ�y(t��ng)�����f(shu��)�� ����SREP7����ܛ���M(j��n)�о��̣���PLC����ϵ�y(t��ng)���Ԅ�(d��ng)���Ʋ��֣��Ġ�B(t��i)�D(zhu��n)�ƈD�����總�D3��ʾ��������ƪ�������ƣ����ಿ�ֵĠ�B(t��i)�D(zhu��n)�ƈD������ȥ���ɠ�B(t��i)�D(zhu��n)�ƈD�ɾ�������(y��ng)ϵ�y(t��ng)��혿�ָ�����
1��ϵ�y(t��ng)��ʼ������ ϵ�y(t��ng)�ij�ʼ��������Ҫ�DZõĆ���(d��ng)������ԭλ�����������{(di��o)���ͻس��{(di��o)�������@���ֳ����Ǟ�ϵ�y(t��ng)�������������Ü�(zh��n)�䡣�������Ȇ���(d��ng)�ã������ݔ��ĉ�����λ��ֵ�cԭ���O(sh��)��ֵ�M(j��n)�б��^���Ķ��M(j��n)�����������{(di��o)���ͻس��{(di��o)����
2���\(y��n)�г��� ���\(y��n)���^(gu��)���У���Ҫ��ͨ�^(gu��)λ��ֵ֮�g������^���Ԅ�(d��ng)�M(j��n)�е����������У����M(j��n)����������ˠ�B(t��i)�������\(y��n)�Р�B(t��i)��(sh��)��(j��)���ռ�����ͨ�^(gu��)��Ļ��������(l��i)��ɡ�
�Y(ji��)Փ ���bҺ�������C(j��)��������PLC����ϵ�y(t��ng)���������^λ�ƣ��܌�(sh��)�F(xi��n)��(du��)����ֵ���O(sh��)�����@ʾ���y(c��)��λ�Ƶ��O(sh��)�����@ʾ�����ƾ��ȸߡ��������㡢���ܷ�(w��n)�����������ƵĿ����\(y��n)��(d��ng)�ף���(l��i)��(sh��)�F(xi��n)���������\(y��n)��(d��ng)�������ڲ�����Һ������������r�«@���^����ٶȣ�Ч�ʸߣ��������ø��Ӻ����������a(ch��n)��ȡ���˝M���Ч����



