���K�C���K������Փ����
�r�g��2015-11-15 09:23:47 �c��:262�� ����:�Ÿ��Cе
���K���ͷ���
���K�C��һ���г̃�(n��i)�ĉ����^����һ���B�m(x��)���s�^�̣�������о�������(j��)������̎�IJ�ͬ��B(t��i)�Ɍ���֞��Ă��^(q��)��—���υ^(q��)�����o�^(q��)����׃�^(q��)�����΅^(q��)��Ҋ�D1.
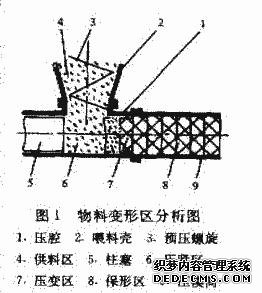
�ڹ��υ^(q��)��(n��i)����픉���������ݔ���^�������ϣ������M��픉��s���ų����ֿ՚⣬�sС�w�e��ʹ�����ܶȱ���Ȼ��B(t��i)�µ��ܶ��������ӡ� ���������˵��Dʾ�����cλ�Õr��������픉����������£�Ѹ���M�뉺�o�^(q��)�����@һ�^(q��)���(n��i)���������������������£���ǰ�Ƅӣ������|����һK����r��������u���������wѸ�ٿ��o���ݳ��՚⣬�a(ch��n)����������׃�Ρ��@һ�A�Σ�������Ҫ�l(f��)������׃�Ρ�
�S��������ǰ�ƣ������M�뉺׃�^(q��)�����@һ�^(q��)���(n��i)�������������������Mһ���ų������g�Ě��w�����ϰl(f��)������׃�Σ���N�o���������Ƕճ�ӣ��γ�K�����Ƅ�ǰ��Kǰ�ƣ��ܶ��_������M�뵽���΅^(q��)��
�ڱ��΅^(q��)��K���S�������������\�ӣ����౻�µ�K��ǰ���ͣ��ډ�ģͲ��������Ͳ�ں�K�S��Ħ����������K�S������ͬ�����£������Πͬ�r�_ʼ����؏���ጷŏ������������Ƴ���ģͲ֮��߀Ҫ�M���S��͏����ɳڻ֏ͣ�ֱ������֮���ܱ��ֺ㶨������׃�Σ�������K�ܶȡ��ڱ��΅^(q��)��(n��i)��K������Ҫ�Ǐ���׃�Σ������]������׃�Ρ�



